大家在制定控制计划(Control Plan,简称CP)时,是否经常遇到下面这些问题?
- 问题1: 这份文件到底该由哪个部门主导编制?
- 问题2: 很多时候是不是就直接参考类似产品的旧版控制计划,修修改改就完事了?
- 问题3: 制定一份合格的CP,到底需要参考哪些输入文件?
- 问题4: CP里的“产品/过程规范公差”可以直接从作业指导书(WI)里抄吗?
- 问题5: “控制方法”那一栏,除了写“用某某表格记录”,还能写点啥更有用的内容?
- 问题6: 抽样样本量和频次到底该怎么定才科学合理?
如果你对以上任何一个问题感到困惑,那么这篇文章正是为你准备的。要搞清楚这些问题,我们还得回归本源,从定义和标准要求出发。毕竟,控制计划的所有内容都源于“要求”,一切质量策划(PDCA循环)的起点正是这些要求。
一、管理标准对控制计划的核心要求
首先,我们看看权威标准 IATF 16949 是怎么说的(条款 8.5.1.1):
组织应对相关制造现场和所有提供的产品,在系统、子系统、部件和/或材料各层次上制订控制计划,包括那些生产散装材料和零件的过程。
组织应制定投产前控制计划和量产控制计划,并显示其与设计风险分析(如顾客提供)、过程流程图和制造过程风险分析输出(如FMEA)之间的关联。
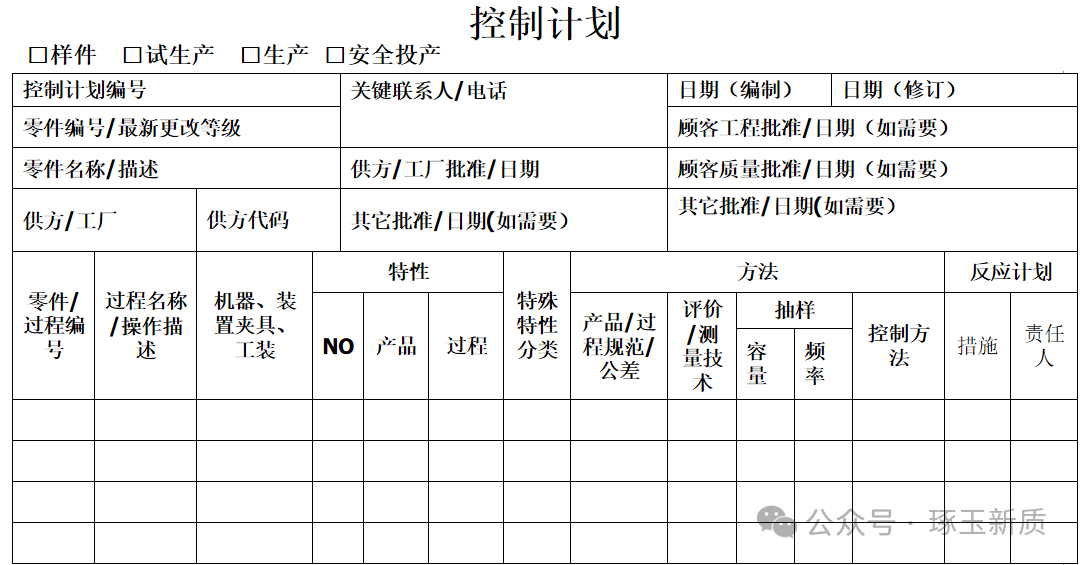
控制计划必须包含以下内容:
a) 用于制造过程的控制手段,包括作业准备验证;
b) 首/末件确认(如适用);
c) 用于控制顾客和组织确定的特殊特性的监视方法;
d) 顾客要求的信息(如有);
e) 规定的反应计划;当检测到不合格品、过程不稳定或统计能力不足时启动。
在发生以下情况时,组织必须评审并更新控制计划:
- 向顾客发运了不合格品;
- 任何影响产品、制造过程、测量、物流、供应货源、生产量或风险分析(FMEA)的变更;
- 收到顾客投诉并实施纠正措施后(适当时);
- 基于风险分析设定的评审周期到期时。
二、深入理解控制计划:特点与重要性
我们现在广泛使用的《控制计划》手册,由美国汽车工业行动集团(AIAG)于2024年3月发布第一版。在不同企业里,它可能有不同叫法,比如在日系企业常被称为 QC工程图、管理计划书或工程管理基准书。
1. 核心定义
- 书面描述:对控制产品制造所需的系统及过程的成文描述。
- 核心目标:提供使过程和产品变差最小化的系统性书面总体方案。
2. 六大关键特点
-
覆盖全流程:内容应涵盖从来料、加工、组装到出货的所有过程,包括返工和返修。
-
保持一致性:必须与过程流程图(PFD)、过程失效模式及后果分析(PFMEA) 在工序数量、名称和步骤上保持严格一致,这三者构成了质量策划的“黄金三角”。

-
允许共用:相似系列产品可以共用一份“控制计划族”。
-
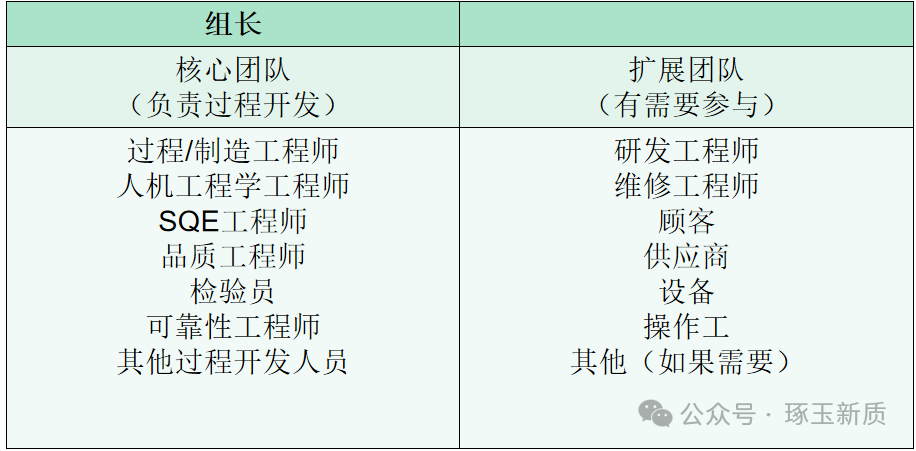
明确责任:CP的核心在于抽样计划和控制方法的策划,因此建议由质量部门的工程师担任主要负责人,协调其他部门共同完成。
-
动态文件:CP不是一成不变的,应在适当时机更新,例如:
- PFMEA发生变更时;
- 定期评审后(基于风险设定评审频率)。
-
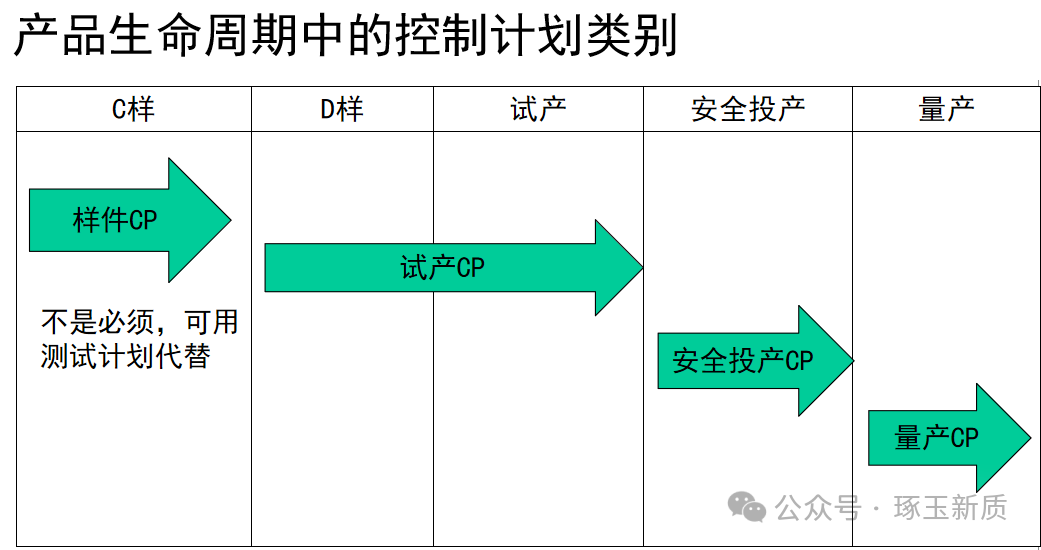
分阶段制定:产品在不同生命周期阶段,需要对应版本的控制计划:
- 样品阶段 → 样件控制计划
- 试生产阶段 → 试生产控制计划
- 量产阶段 → 量产控制计划
3. 控制计划为何如此重要?
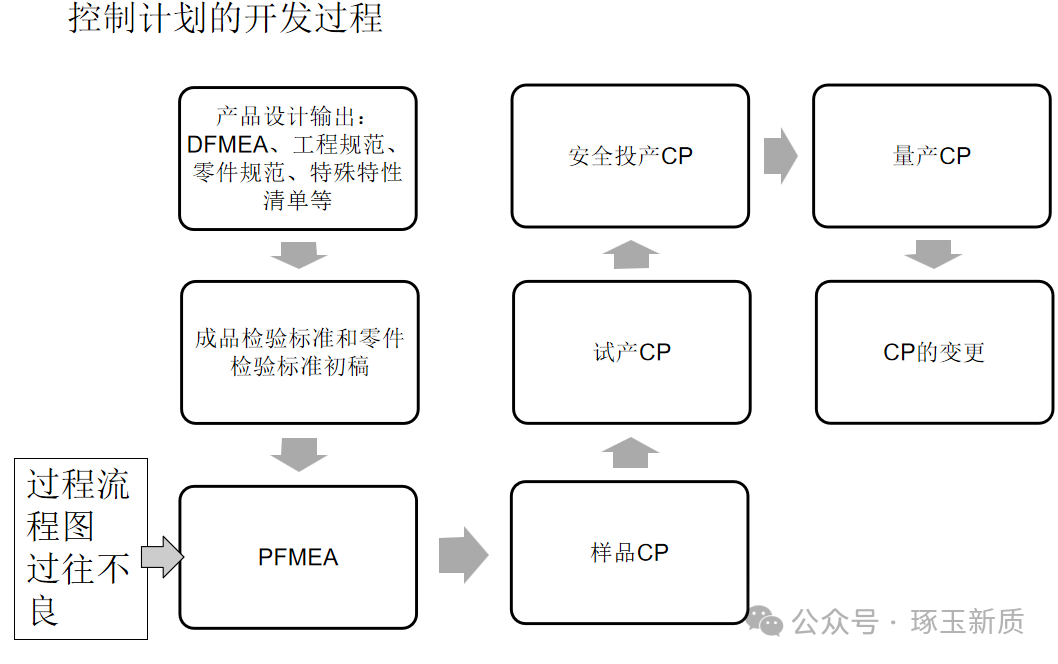
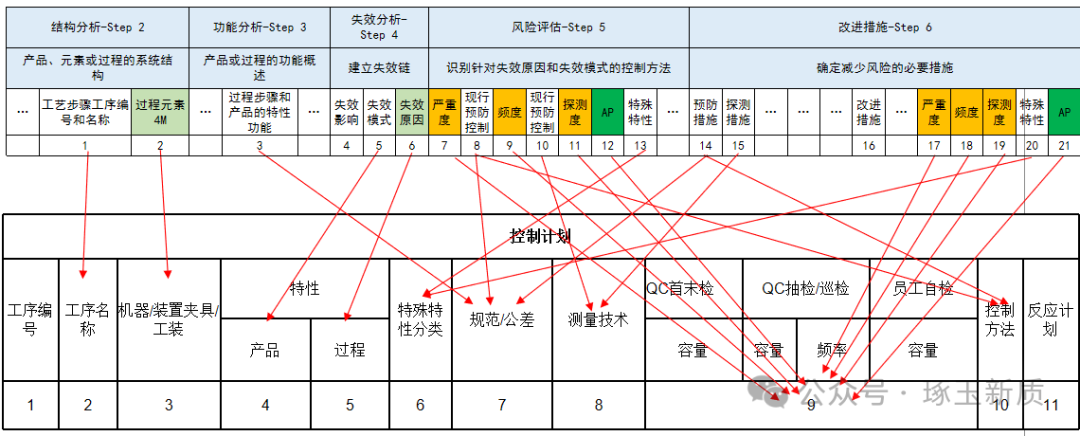
- 质量策划的关键输出:它集中体现了DFMEA、PFD、PFMEA的输出信息。CP中的产品特性来源于PFMEA的“过程功能/要求”,过程特性来源于“失效原因”,测量技术对应“探测措施”,具体控制方法则源于“预防与探测措施”。
- 现场控制的纲领:为操作人员提供足够详细且易于理解的作业指导依据。
- “三不原则”的具体化:是“不接受、不制造、不流出”不良品这一质量原则的落地体现。
- 资源分配的决策依据:公司资源有限,CP帮助我们将有限的检验和监控资源聚焦于高风险项目(特殊特性)上。
- 影响效率与成本:合理的控制方法直接影响生产效率和物料周转速度。
三、不同阶段的控制计划制定详解
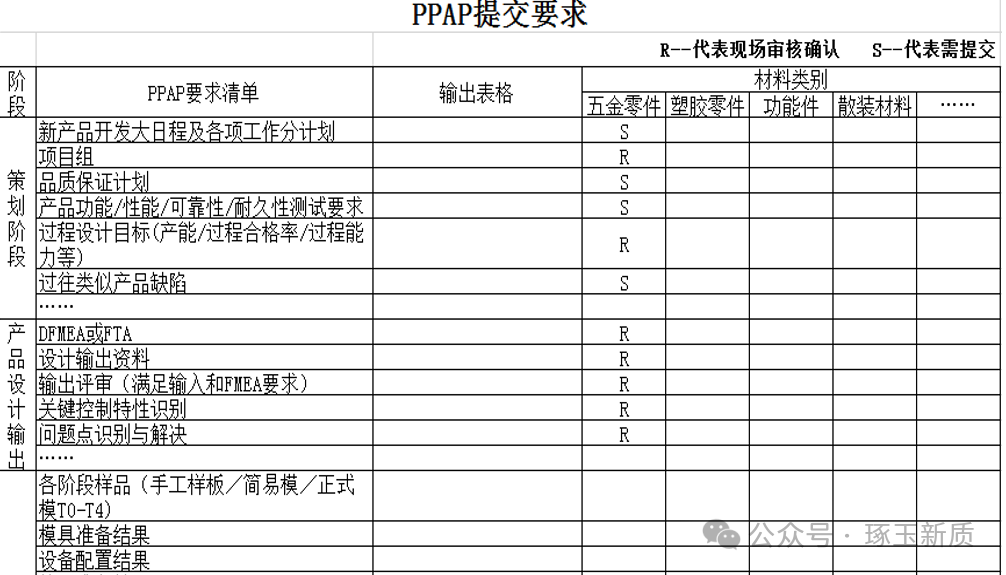
1. 样品阶段控制计划(样件CP)
IATF 16949标准(8.3.4.3)要求,当顾客要求时,组织应制定原型样件方案和控制计划,并尽可能使用与正式生产相同的供应链和制造过程。
制定样件CP的主要输入包括:
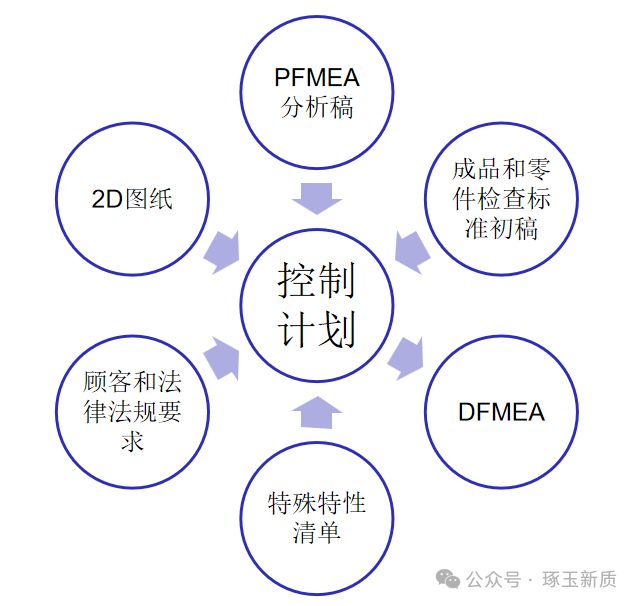
制定时的核心关注点:
- 范围聚焦:可只针对重点工序编制CP。
- 特性选择:控制项目以产品特性和关键过程特性为主。
- 抽样策略:非破坏性测试建议全检;破坏性测试则结合样品数量确定抽样方案。
- 全尺寸检验:因需要验证模具,原型样通常需进行1-5件的全尺寸检验。
- 全面测试:此阶段是产品设计定型的关键,通常需完成功能、性能、可靠性、耐久性等全部测试。
- 认证测试:如需进行安规等第三方认证,测试一般在此阶段执行。
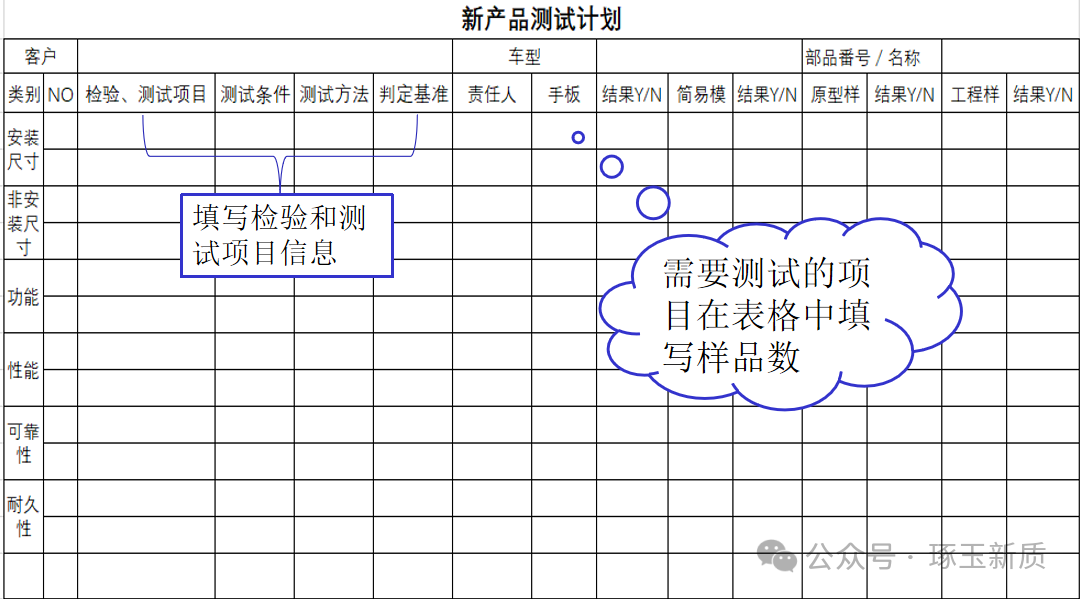
- 灵活替代:若客户无特殊要求,用《新产品测试计划》代替样件CP是常见且高效的做法。
2. 试生产阶段控制计划(试产CP)
制定试产CP的主要输入包括:
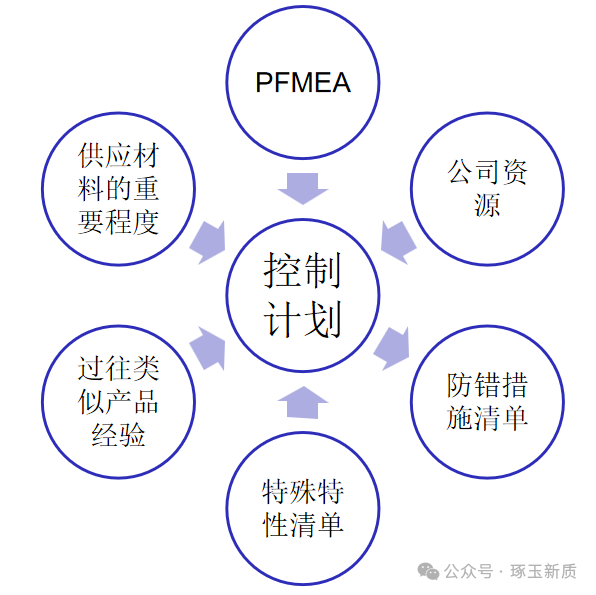
制定时的核心关注点(五大关联):
a. 与PFMEA的关联:确保CP中的控制措施直接对应PFMEA中识别的失效原因与模式。
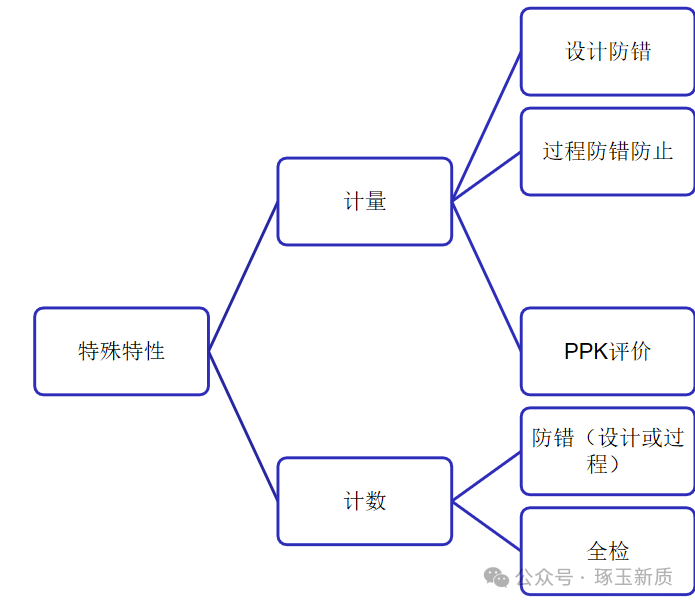
b. 特殊特性的控制策划:针对特殊特性,必须在CP中明确其严格的监控方法。
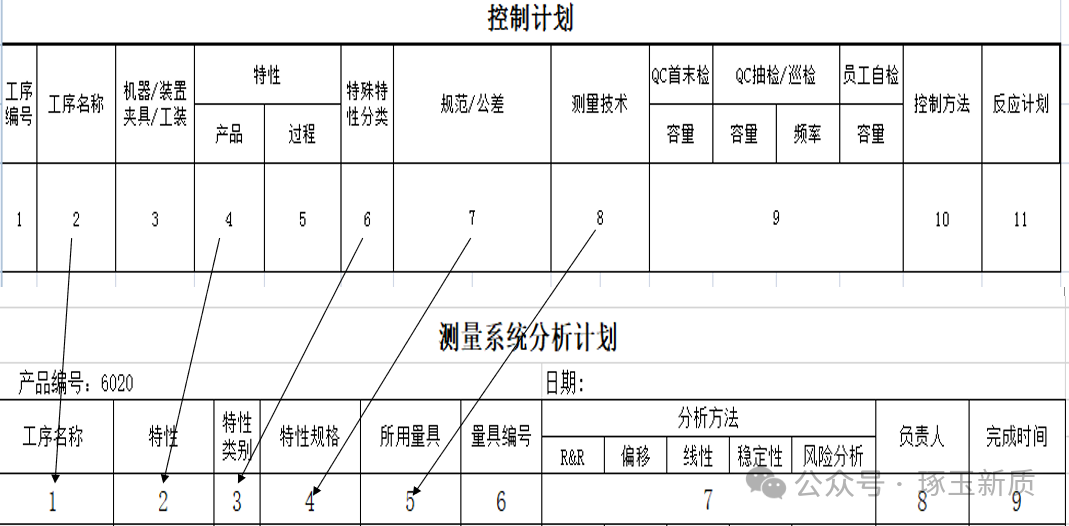
c. 与SPC、MSA的关联:在CP中策划需要开展统计过程控制(SPC)和测量系统分析(MSA)的特性与计划。
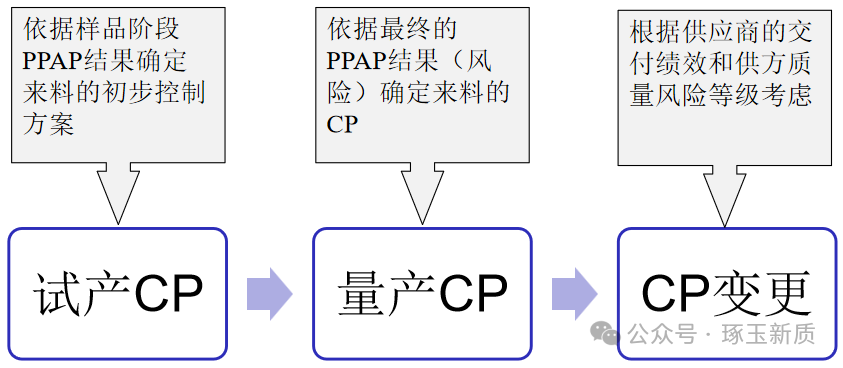
d. 来料CP与PPAP的关联:来料的控制方案应基于生产件批准程序(PPAP)的结果进行确定和调整。
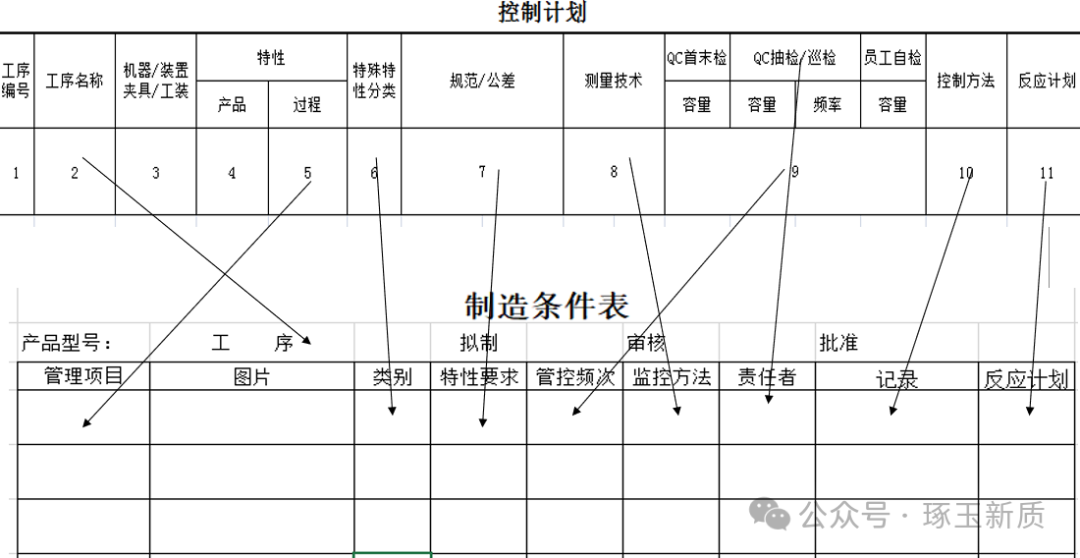
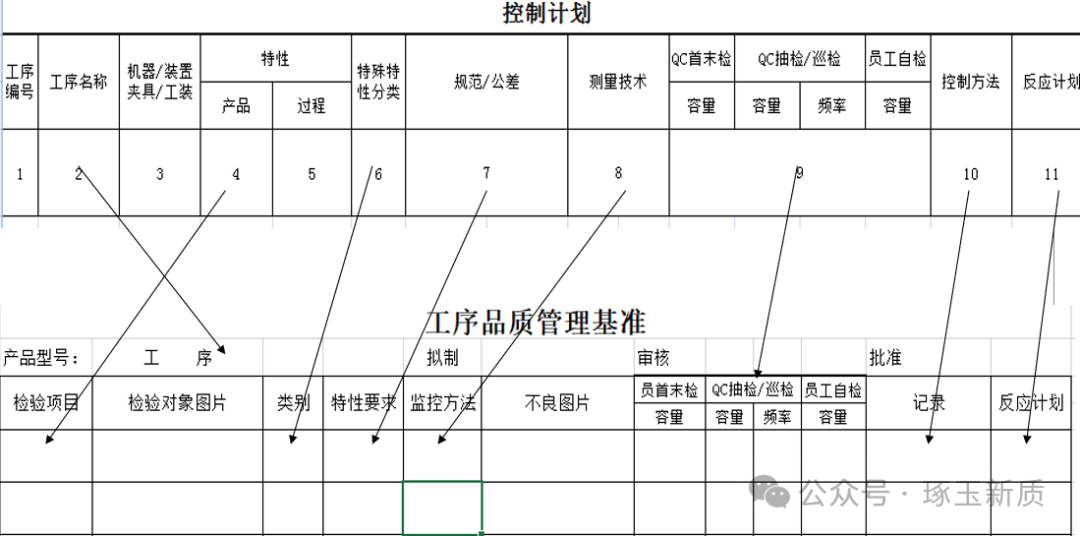
e. 与SOP的一致性:确保CP中的控制要求能准确、无歧义地传递到现场作业指导书(SOP)中。
3. 量产阶段控制计划(量产CP)
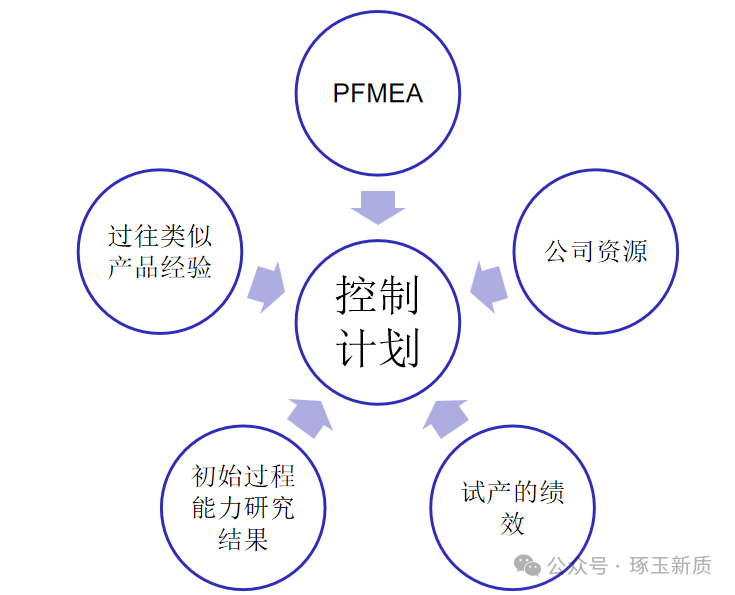
制定量产CP的主要输入包括:
制定时的核心关注点:
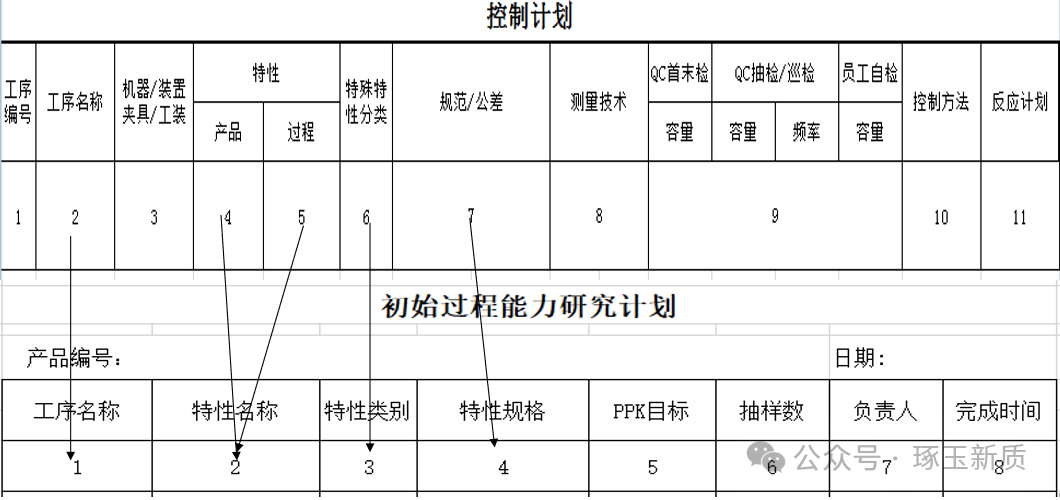
- 依据数据决策:对计量型特性的控制策划(如抽样频率),应依据试产阶段的初始过程能力研究结果(如PPK值)来最终确定。
- 聚焦预防控制:控制方法应更多侧重于对“人、机、料、法、环、测”(4M1E)等输入因素的预防性控制,从源头防止不良产生。
- 提升检验效能:测量技术应追求高效和防错,尽量减少使用普通尺规,优先采用专用检具、防错装置或自动检测设备。
- 首末件优先:对产品结果的确认,应优先采用首件和末件检验作为重要的控制节点。
- 简化现场记录:设计控制记录表格时,应尽可能优化,减少操作员的填写时间,提升可执行性。
希望这份关于控制计划分阶段制定的详细解析,能够帮助你更好地理解和应用这一核心质量工具。在实践中遇到的具体问题,也欢迎到 云栈社区 的质量管理板块与其他同行交流探讨。 |  发表于 2026-2-12 12:07:20
|
查看: 839|
回复: 0
发表于 2026-2-12 12:07:20
|
查看: 839|
回复: 0
