(2) 针对安装便利的优化
这项优化措施需要根据实际情况来定,属于可选的、锦上添花的操作。如果CNC加工方只负责切割板材而不提供打孔服务(因为这涉及到加工过程中更换刀具),那么这部分打孔设计就可以忽略。
① 喇叭沉孔台阶对齐定位孔
我们可以在装配体模式下编辑“喇叭沉孔台阶”零件。如图4-7-47所示,创建3个A2规格的异形孔。孔的位置应该开在两块板材粘合宽度的正中间。为了方便定位,可以先画一个构造线圆,使其距离外边缘7.5毫米(也就是两块板粘合重叠总宽度15毫米的一半)。
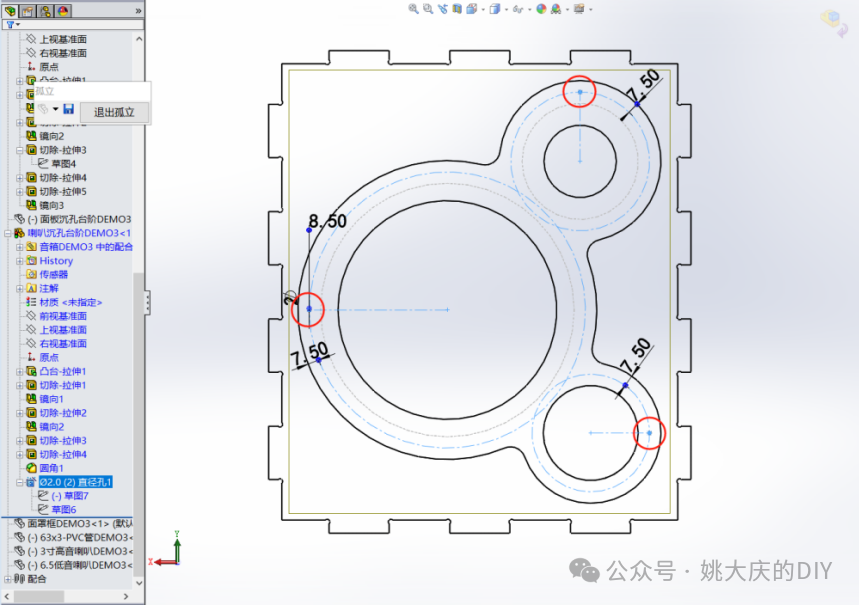
图4-7-47 在喇叭沉孔台阶上创建3个异形孔
接着,在同一个装配体中编辑“喇叭板”零件。以刚才在“喇叭沉孔台阶”上创建的3个异形孔作为位置参考,在喇叭板的对应位置同样创建3个A2规格的异形孔,具体可参考图4-7-48。
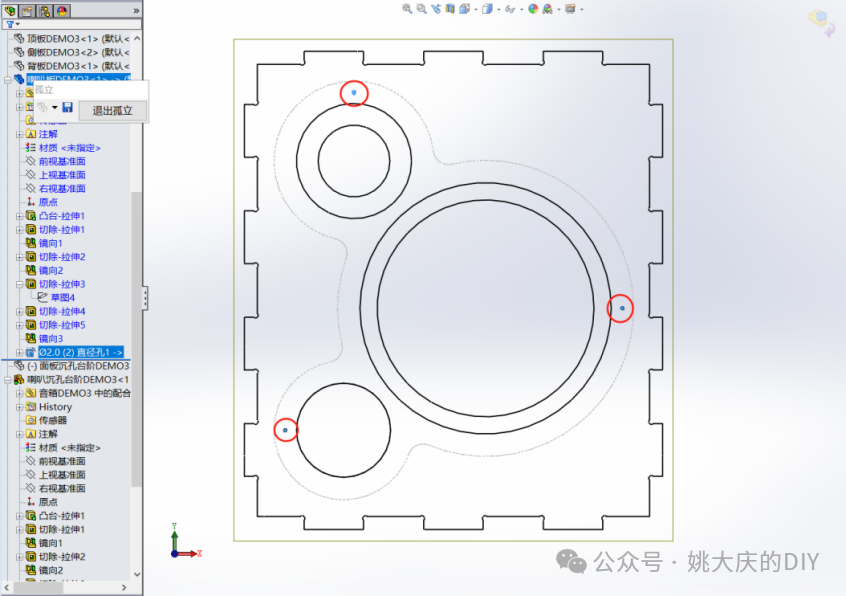
图4-7-48 在喇叭板上创建3个异形孔
这样设计的好处是什么?在实际组装喇叭板和喇叭沉孔台阶时,只需要用3根细竹签(或定位销)依次穿过这两块板对应的3个孔,就能实现快速、精准的对齐,大大提升了装配效率与精度。这个方法简单却非常有效。 |  发表于 2026-2-12 18:03:33
|
查看: 248|
回复: 0
发表于 2026-2-12 18:03:33
|
查看: 248|
回复: 0
