刚切好的硅片边缘有多锋利?就像刚切开的薄玻璃,一碰就崩边,一压就裂片。
而加工完成的硅片边缘有多光滑?边缘粗糙度 Ra<0.04 μm——仅为头发丝直径(约 70 μm)的一千七百分之一,肉眼完全无法察觉。
如此巨大的差距,全靠三道工艺实现:倒角、研磨、热处理。如果把硅片比作一块刚切好的蛋糕,这三道工序便是“修边”“抹平表面”和“烘烤定型”——每一道都必不可少,任何一步出问题,都会让整条芯片制造链的良率崩盘。
倒角:第一道“保命”工序
多线切割将硅棒切成薄片后,工程师面临的第一个难题是——硅片边缘布满微裂纹。一个指甲盖大小区域要承受几公斤压力,只要边缘存在微小裂纹,后续高温氧化、光刻、清洗过程中就可能直接碎裂。
倒角正是为此而生:用高速旋转的金刚石砂轮将硅片边缘磨圆。砂轮转速通常为 6000~8000 r/min,高端设备可达 15 万 r/min。
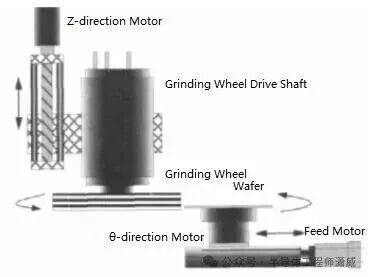
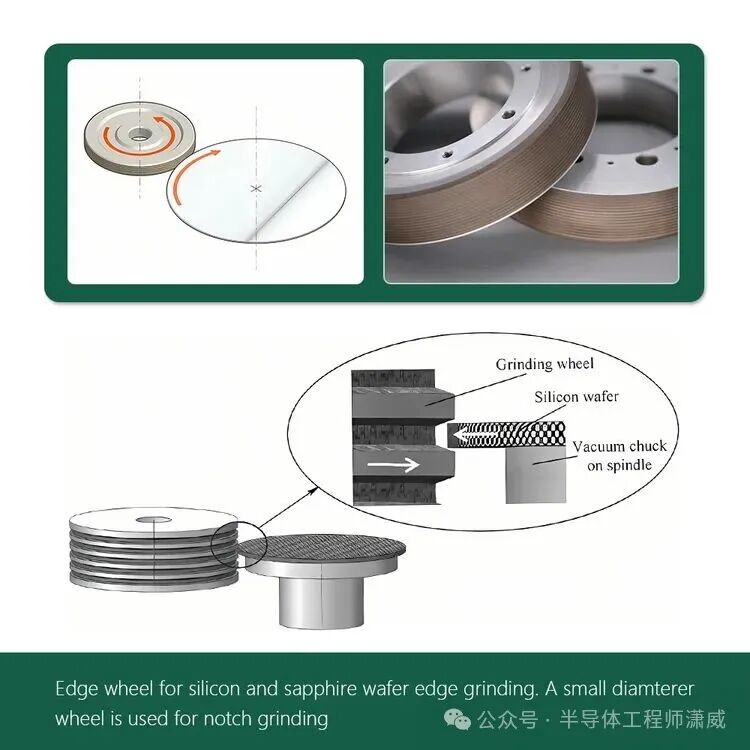
边缘轮廓主要分两种:R 型(圆弧边) 和 T 型(台阶状),主流采用 R 型。倒角角度也各有专用:11° 对应 H 型封装,22° 对应 G 型。角度一旦选错,后道封装便无法匹配。
工艺核心在于两点精度:一是硅片中心定位精度,二是磨轮到硅片中心的距离。定位不准,倒角宽幅就会不均匀;若磨轮到硅片中心的距离 L 不满足 L < R - d(其中 R 为硅片半径,d 为所需倒角宽度),边缘便会残留未加工的“尖角”。
为保证质量,倒角分两步进行:先用 800#(每平方英寸约 800 个磨粒)快速去除毛刺和应力层,再用 3000# 精细打磨。两步下来,硅片边缘从粗糙尖锐变得光滑圆润。
倒角工艺关键参数表
| 技术指标 |
参数值 |
说明 |
| 金刚石磨轮转速 |
6000~8000 r/min |
高端设备可达 15 万 r/min |
| 粗磨粒度 |
800# |
快速去除毛刺与应力层 |
| 精磨粒度 |
3000# |
每平方英寸约 3000 个磨粒 |
| 边缘粗糙度 |
Ra<0.04 μm |
约为头发丝直径的 1/1700 |
| 倒角角度 |
11°(H 型) / 22°(G 型) |
对应不同封装需求 |
| 设备加工效率 |
21~25 秒/片 |
以某主流 300 mm 倒角机为例 |
| 磨轮修整频率 |
每 500 片修整一次 |
维持磨轮状态稳定 |
倒角能把崩裂风险降低 90% 以上。产线上常见崩边超标的根因,往往指向冷却水流量不足或喷嘴角度偏差。
研磨:表面“大扫除”
多线切割后,硅片表面留有约 30 μm 厚的损伤层,包含晶格畸变、划痕和残余应力。若不去除,后续任何抛光都无法获得平坦表面。
研磨采用 游离式磨削 原理:硅片置于上下磨盘之间,研磨浆——由 SiC 磨粒(粒径 W14: 10~14 μm)、水、助磨剂按 10:20:4 的质量比 混合——在磨盘与硅片之间滚动,通过挤压、划擦将损伤层逐步去除。
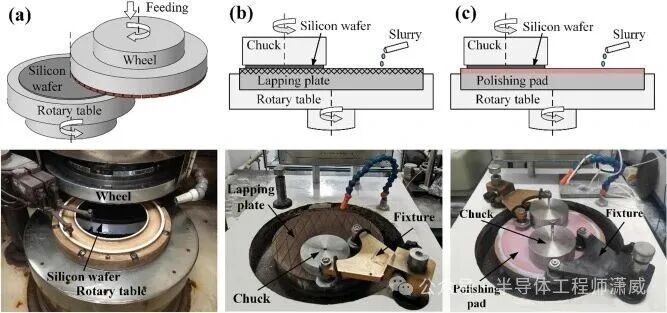
这里有一个值得注意的细节:助磨剂中的弱碱性成分会先与硅表面反应,生成一层疏松氧化层,再由磨粒将其去除。这样做能减轻磨粒对硅晶格的直接冲击,减少次表面损伤,为后续抛光创造更好条件。

双面研磨工艺关键参数表
| 技术指标 |
参数值 |
说明 |
| 磨料 |
SiC(金刚砂) |
粒径 W14: 10~14 μm |
| 研磨浆配比 |
SiC:水:助磨剂 = 10:20:4 |
质量比 |
| 研磨压力 |
25 kPa |
分段加压逐步增加 |
| 加工后 TTV |
<5 μm |
总厚度变化,比切割态改善 50% 以上 |
| 剪除厚度 |
40~60 μm |
针对多线切割硅片 |
| 载体厚度 |
硅片厚度的 2/3 |
确保压力集中作用在硅片 |
| 加工时间 |
约 30~40 分钟/批 |
取决于磨盘转速与压力配置 |
研磨的精度核心是厚度均匀性。切割后的硅片 TTV 可达几十微米,研磨后需压缩到 5 μm 以内。压力控制是关键:压强太小磨不动,压强太大会裂片。产线通常采用分段加压策略,先用低压让硅片平稳进入状态,再逐步增至设定值。转速同样需要平衡——转速高可提高效率,但超过磨粒和硅片的承受能力便会产生磨削印痕。
热处理:650℃的“驯氧魔术”
如果把硅片放进石英管炉里烤半小时,它的电学性能就会发生根本性改变。这道看似简单的工序,在直拉法硅片中不可或缺——否则硅片的电阻率会随温度剧烈漂移,直接影响芯片工作的稳定性。
问题的根源在于氧杂质。直拉法单晶硅中,氧原子浓度约在 1×10¹⁸~1.7×10¹⁸/cm³(作为对比,硅原子浓度约 5.1×10²²/cm³)。这些氧原子位于晶格间隙,在 300~500℃ 区间会自发聚集,形成 热施主——一种能额外提供电子的电活性缺陷,使硅片电阻率大幅偏移。该效应在约 450℃ 最为显著。
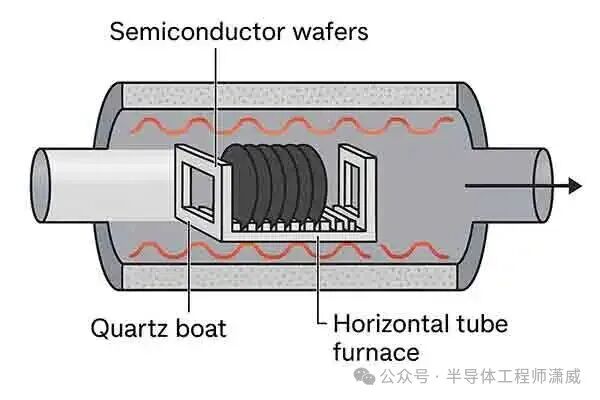
热处理的目标非常明确:炉温 650℃±20℃,恒温 30~40 分钟,保护气氛为氮气或氩气。650℃ 这一温度点经过工程权衡——足够让氧原子重新分布,消除热施主,但又不会大量激活在 500~800℃ 范围内生成的“新施主”。不过需要警惕的是,若在 650℃ 退火时间过长,新施主效应仍会逐渐显现,因此工艺窗口被严格限定在 30~40 分钟。
氧杂质的行为还不止于此。当氧浓度过饱和、温度适宜时,氧原子会进一步聚集形成 氧沉淀(SiO₂ 颗粒)。适量的氧沉淀非但不是缺陷,反而具有实用价值:它能成为金属杂质的吸杂中心,并增强硅片的机械强度。当然,氧沉淀含量过高则会导致硅片翘曲。
直拉硅片中氧杂质行为对比表
| 存在形式 |
形成温度 |
对电阻率影响 |
处理方法 |
| 晶格间隙氧 |
直拉生长冷却过程 |
不稳定(可形成热施主) |
650℃ 退火 30~40 分钟 |
| 热施主 |
300~550℃(450℃ 最显著) |
显著,导致电阻率漂移 |
650℃ 退火即可消除 |
| 新施主 |
500~800℃ |
较稳定,影响相对较小 |
一般不需专门处理,但需避免长时间中温退火 |
| 氧沉淀(SiO₂) |
降温过饱和析出及中温热处理 |
对电阻率影响不大 |
适量有益(吸杂、增韧),过量则引发翘曲 |
行业趋势:更大尺寸、更高精度
随着 12 英寸(300 mm)硅片占比持续扩大,倒角、研磨和热处理工艺正面临新一轮升级。300 mm 硅片对边缘质量和整片面型精度的要求远高于 200 mm,推动设备向高转速、高刚度方向发展。倒角机主轴转速已从常规 6000~8000 r/min 迈向 15 万 r/min 级别,磨轮粒度也细化至 6000#,以兼顾加工效率和边缘粗糙度。
在研磨端,双面研磨设备通过压力实时反馈与行星轮运动优化,将 TTV 控制在 5 μm 以下已成为量产标配,部分先进产线已向 3 μm 以下迈进。热处理则更关注升温速率和炉内温度均匀性,以确保整批硅片氧施主消除效果一致,并避免滑移位错等热应力缺陷。
另一个显著趋势是设备与工艺的本土化。越来越多的国产设备商在倒角机、研磨机等领域具备了 12 英寸硅片加工能力,并在 200 mm 产线上取得了 90% 以上的倒角良率。300 mm 加工环节的良率也稳步提升,正在缩小与国际先进水平的差距。这背后,是磨轮整形、浆料配方、退火工艺控制等细分环节的持续优化。
结语
在芯片制造以“纳米”为刻度尺的世界里,倒角、研磨、热处理很少被聚光灯照亮。没有光刻的炫目,也没有 7 nm、3 nm 这些数字的冲击力,但它们却构成了所有先进工艺的基石。
硅片在倒角机里旋转的几十秒,决定了数百道后道工序是否会因边缘崩裂而白费;研磨去除的几十微米,决定了整片晶圆能否进入微米级别的厚度均匀性;650℃ 炉膛内的半小时,决定了最终芯片在不同温度下能否稳定工作。
这些“毫厘之争”,正在成为中国半导体产业链向上突破的关键高地。
在 云栈社区,我们持续关注半导体技术的普及与一线实践,期待与你共同探讨中国制造的硬核工艺。
 发表于 2026-5-18 18:41:47
|
查看: 118|
回复: 0
发表于 2026-5-18 18:41:47
|
查看: 118|
回复: 0
