1970年,一位IBM中层经理提出了一个在当时看来近乎科幻的愿景:在一天内制成一块芯片。
提出这一设想的是威廉•E.•“比尔”•哈丁(William E. “Bill” Harding)。他构想了一条完全自动化的晶圆生产线,可在不到一天的时间里生产出集成电路(IC)。这一目标在54年前显得极为大胆,即便对今天价值数十亿美元的芯片制造厂来说也堪称激进——因为高级集成电路的制造通常需要数周,而非几天。要知道,那时随机存取存储器(RAM)芯片等集成电路的生产通常需要一个月时间,工序走走停停,要经过几十个人工工作站。
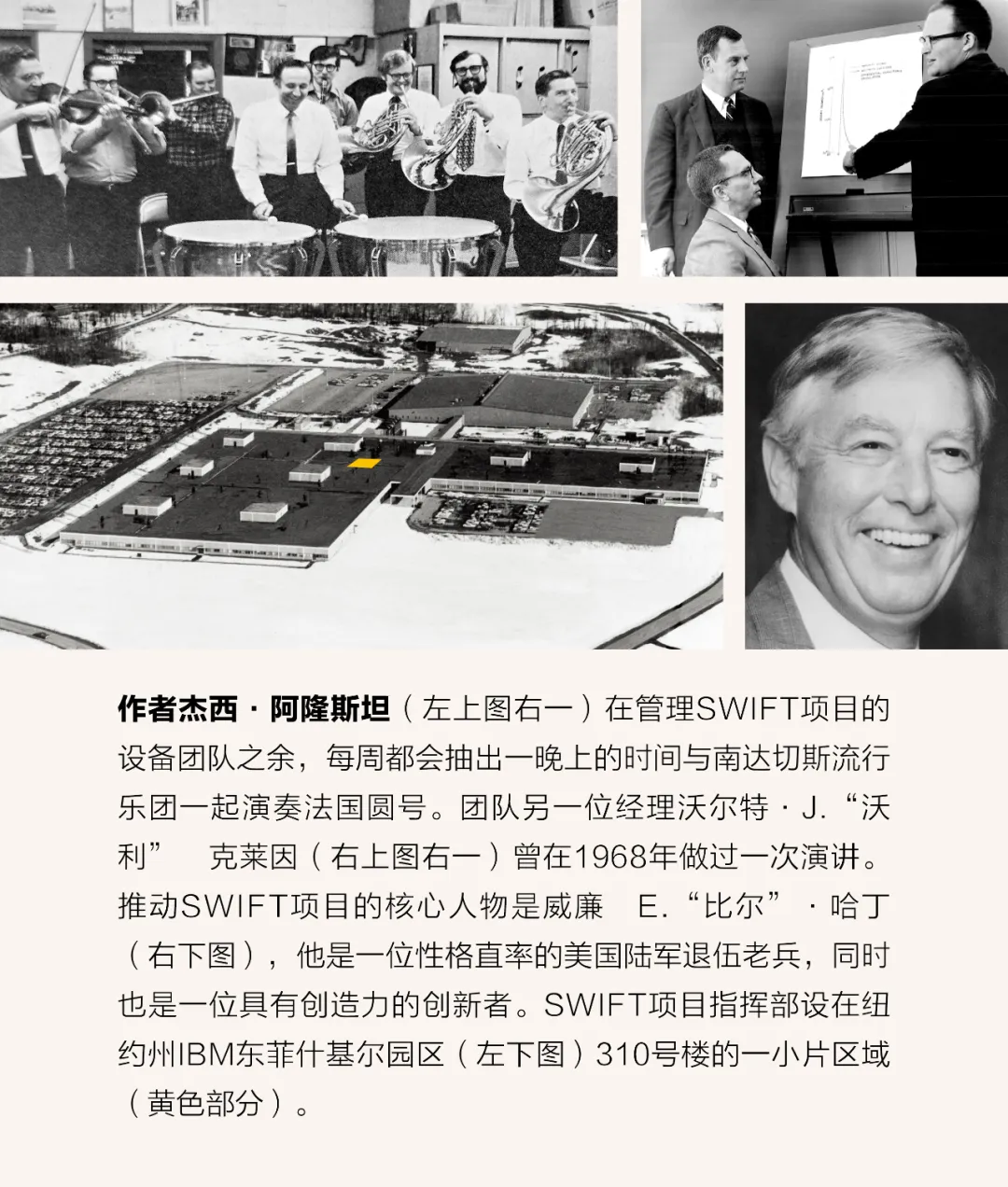
当时,哈丁是IBM制造研究小组(位于纽约州东菲什基尔)的负责人。他启动了一个项目,致力于将这个疯狂的想法变为现实。这个项目后来被称为 “SWIFT” ,一个如今已几乎被遗忘的名字。要想实现如此短的制造周期,需要彻底改变集成电路生产线的设计,达到前所未有的自动化水平。哈丁及其团队最终成功了,他们的许多突破性创新已成为今天高度自动化芯片制造厂的常规做法,但SWIFT项目所创造的惊人短周期,至今无人能及。
数据对比最能说明问题。1974年,SWIFT完成芯片一层半导体加工的平均时间仅为5小时。相比之下,今天最快的晶圆厂完成一层需要19小时,而行业平均水平为36小时。虽然如今的芯片制造层数更多、晶圆更大(尺寸接近披萨)、且加工过程更复杂,但这些因素并未完全弥补效率上的巨大差距。哈丁的自动化生产线,是真的快。
我与哈丁的初次相遇并不愉快。那是1962年,IBM正在准备生产第一台全固态计算机——System/360。在我演示如何成批自动化处理测试和分类未封装的微小半导体芯片时,他冲我吼道:“这到底有什么用?” 哈丁是一位创新的思想家和发明家,但作为一名经理,他作风粗犷——这或许可以理解。他出生在纽约布鲁克林,在乔治•S.•巴顿将军的第三军服役,二战中三次负伤。战后,他获得了数学和物理学的学士和硕士学位。
我于1970年7月结束研究生学习后回到IBM,加入了东菲什基尔的制造研究(MR)小组,希望从事纯技术工作。没想到,同年8月,哈丁成了MR小组的最高负责人。此前,他花了一年时间为IBM制定未来超大规模集成(VLSI)电路的生产战略。他受命接管MR小组,就是为了证明其制造概念的可行性。
在宣布管理变动的全体员工会议上,哈丁阐述了他的构想,要点如下:
- 超大规模集成电路将基于场效应晶体管技术(当时双极性晶体管占主导);
- 高产且无瑕疵至关重要;
- 制造过程将完全自动化;
- 最佳方式是单晶圆加工(一次一片);
- 缩短生产周期将带来巨大收益;
- 成功后可复制生产线以扩大产量。
讲座一结束,哈丁立刻从“教授”模式切换为“指挥官”模式。他宣布,MR小组的唯一使命就是验证他的理念,任何与此目标不符的项目都将被转移或放弃。小组的具体目标是:构建一个每天能处理约100片晶圆的自动化系统,一次加工一片,且从裸晶圆到成品电路的生产周期仅为一天。
一天? 当时的标准生产周期在一个月以上。从裸晶圆到成品电路,生产周期仅为一天,这在今天看来都像登月一样难。哈丁是认真的吗?
哈丁确信这在理论上是可行的。他认为,如果能在一天(而不是几个月)内生产出集成电路的设计原型,IBM将获得巨大的竞争优势。他希望电路设计师头天提交设计,第二天就能拿到可测试的电路。
他迅速行动,在MR小组内部组建了设备组和工艺组,并指派我负责设备组。我梦想中的纯技术研究工作只持续了一个多月。沃尔特•J.•“沃利”•克莱因被调来负责工艺组。工艺组的任务是选择要制造的产品,并定义详细的制造流程。
克莱因选择了当时在东菲什基尔工厂生产的 “IBM RAM II” 随机存取存储器芯片作为演示产品。这样便于利用现有资源,并将自动化生产线的结果与传统生产线进行对比。
制造RAM-II芯片需要进行4次不同的光刻操作:其中3次用于在硅晶圆上创建晶体管等元件,1次用于创建金属布线层。然而,光刻只是整个制造过程的一环。在传统生产线中,加工一片RAM-II晶圆的实际加工时间(在各个工作站处理的时间)不到48小时,但总生产周期却长达几周——大部分时间都浪费在等待下一个加工步骤上。
克莱因的团队通过分析,确定了许多可以省略或加快的步骤。最终,他们将实际加工时间压缩到了不到15小时。经过实验室验证,简化后的工艺程序成功在约15小时内生产出了可工作的电路。
自动化系统架构:从线性链到分区处理
我们最初的构想是像汽车生产线一样,设计一系列首尾相连的机器。但考虑到设备维护问题,我们在工序链中插入了短期存储“缓冲区”。
然而,光刻环节的特殊性颠覆了这个线性设计。当时,东菲什基尔的光刻组开发了一种非接触式、按10:1比例缩小的步进重复图像投影仪(类似高级幻灯片投影仪)。为了提高产量需要使用多台光刻机,但为了确保每一层图案的对准精度,每片晶圆在加工每一层时都必须返回同一台光刻机。这避免了不同机器间的细微差异。
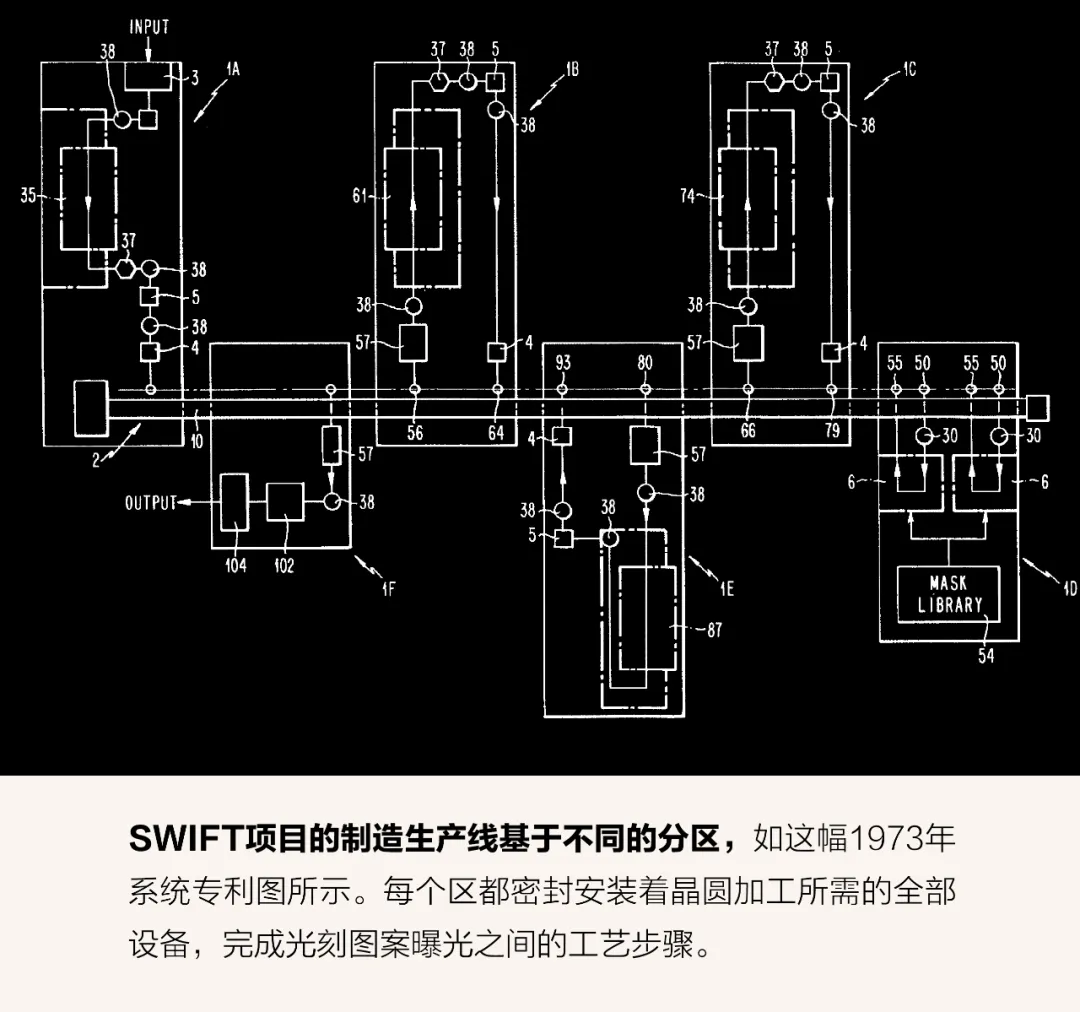
因此,制造RAM-II芯片时,每片晶圆需要分4次前往指定的光刻机。这使得线性流程被分成了5个独立的加工“区域”。
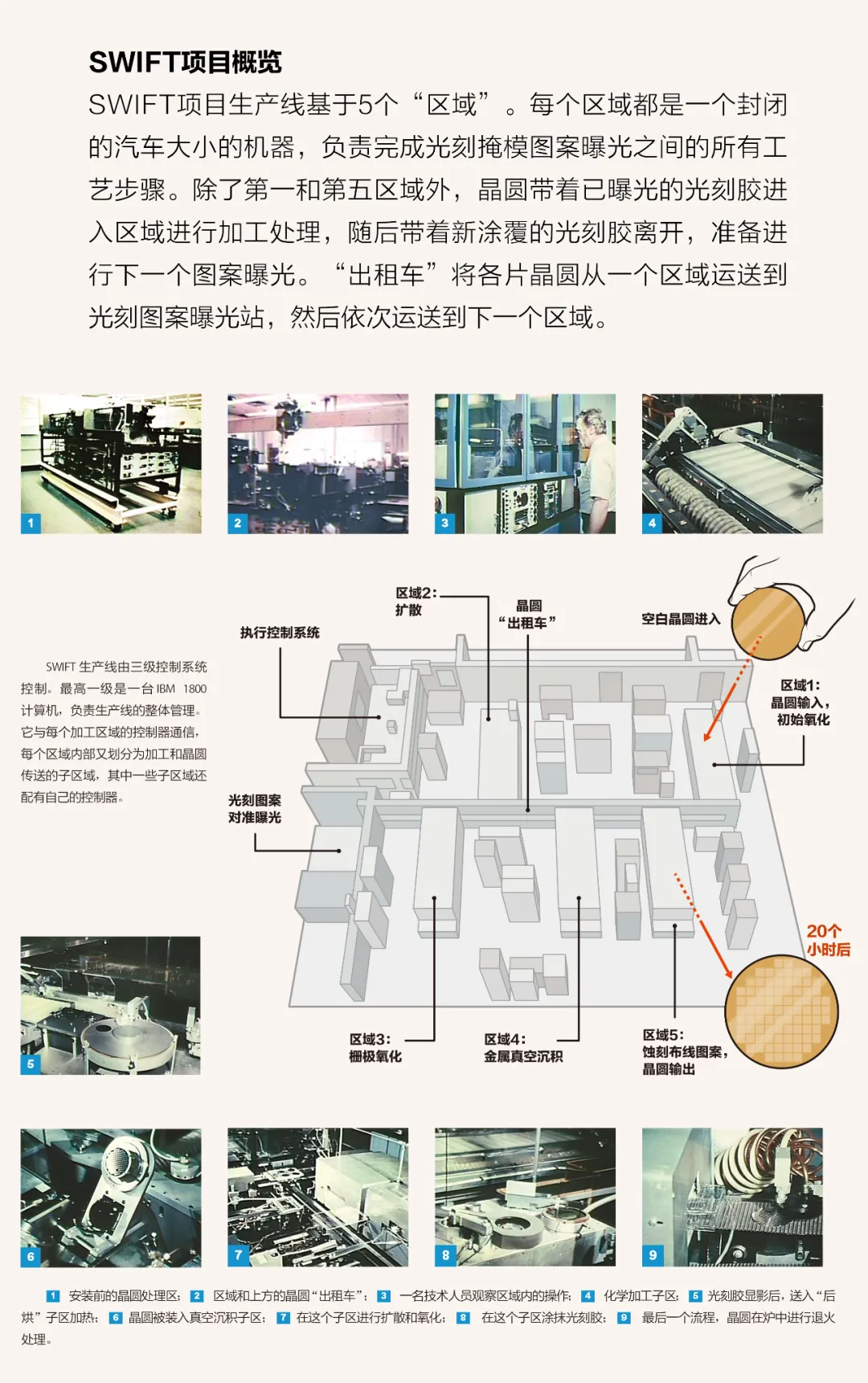
这5个区域中的每一个都可以想象成一个汽车大小的封闭空间,内部包含了完成特定工序链所需的所有自动化加工设备。一个被称为 “出租车” 的单轨运输系统负责将晶圆从一个加工区域运送到指定的光刻机,曝光后再送回,并运往下一个区域。
整个生产线的控制分为3层:
- 顶层:一台IBM 1800计算机负责整体管理、记录保存、“出租车”物流和过程监控。
- 中间层:每个区域有自己的区域控制器,管理区域内晶圆流转,并与中央系统通信。
- 底层:各个封闭区域内部的加工舱有专门的子区域控制器。
项目启动6个月后,MR小组开始设计和建造实际的系统。
从构想到现实:SWIFT的诞生与挑战
哈丁需要频繁前往IBM总部汇报、申请资源并说服高层。他承受着巨大压力,这在他主持的冗长周会上表露无遗。后来我才意识到,他是在利用员工会议来打磨和完善向高层汇报的思路。
在一次会议上,哈丁朗读了故事《第51条龙》,强调一个响亮的名字能激励人们达成不可能的目标。我们需要为项目起个好名字,最终选择了 “SWIFT”。哈丁坚称这不是首字母缩写,但大家还是认为它代表“Semiconductor Wafer Integrated Factory Technology”。
SWIFT的加工和晶圆传送设备完全由IBM定制设计,核心目标是自动、一致、洁净且无损地处理晶圆。我们做了大量实验,例如利用气流抬起晶圆的“伯努利”处理器,以避免物理接触。
但项目也难免受到公司政治的影响。例如,佛蒙特州伯灵顿的组件部门施压,要求使用他们开发的“气轨”运输设备,尽管其存在污染和可靠性问题。又如,总部要求我们采用新发布的IBM System/7工业控制系统,以帮助其市场推广。最终,SWIFT的生产线混合使用了定制控制器和System/7。
设备可靠性是重中之重。我们选择成熟、简单的机械设计,而非新颖但复杂的技术。广泛使用的、源自时钟设计的“日内瓦驱动器”因其平稳和精确锁定特性而被大量采用。在涂覆光刻胶的旋转工序中,我们直接使用同步交流电机,将其转速锁定在每分钟3600转(由60赫兹电源决定),从而彻底消除了“错误转速”这一变量,也省去了4个独立的速度控制器,提高了系统可靠性。
随着项目推进,哈丁展现出卓越的组织能力。他建立了基于IBM 1800的“执行控制系统”(ECS),能够实时追踪每一片晶圆,存储和监控工艺参数。他还将整个仪器部门迁移到东菲什基尔,为SWIFT开发开创性的实时过程控制方法。
成功、更名与遗产
到1973年底,IBM总部已确信全自动化晶圆加工可行,并将其确立为下一代计算机(“FS”,未来系统)芯片制造的主要目标。新的生产线被命名为“FMS”(未来制造系统),而SWIFT则更名为“FMS可行性验证线”。
在比万•P. F.•吴的出色管理下,生产线完成了建设、测试和人员培训。从1974年中期到1975年初,系统成功进行了5次连续生产运行。最长一次持续了12天,晶圆平均日产量达到设计最大产量的83%。从输入裸晶圆到输出可测试电路的平均周期约为20小时(其中实际加工14小时),最终产量与传统RAM-II生产线的最佳水平相当。
该系统共为IBM全球各地的135名技术人员提供了培训,生产了600片高质量晶圆,包含1.7万个RAM-II芯片。
就像巴顿将军一样,哈丁未能亲自领导最终的“FMS”生产线建设。他被提升为IBM院士——这是公司的最高级别技术荣誉。SWIFT(即FMS验证线)在1975年初完成最后一次运行后,其团队成员被调去建设FS计算机的FMS生产线。然而,1975年晚些时候,FS项目被取消,FMS生产线计划搁浅。部分设备被用于东菲什基尔的“QTAT”(快速周转)生产线,后者因此名声大噪,而其前身SWIFT却逐渐被遗忘。
尽管生命短暂,但SWIFT的众多创新清晰地体现在今天的半导体工厂中:高度自动化与计算机控制、中央运输系统、气流悬浮式晶圆处理、在薄膜形成后立即涂胶、使用步进光刻机、实时过程监控……这些都是SWIFT在50年前开创的先河。
对我而言,在哈丁手下为SWIFT工作的三年是一次变革性的体验。从他最初让我惊恐的咆哮,到最终令我由衷的钦佩,我认为他是一位用自己独特方式引领创新的天才。在他充满压力的独特管理风格激励下,一个敬业的团队完成了远超最初设想、甚至超出我们自身想象的目标。
行业的开创者常被誉为“之父”。从这个意义上说,威廉•E.•“比尔”•哈丁完全有资格被称为价值数千亿美元的现代自动化晶圆厂之父。这段尘封的历史,不仅是IBM的一段辉煌往事,更是整个半导体制造工业自动化历程中至关重要的第一章。对这段技术史感兴趣的朋友,欢迎来云栈社区交流探讨。
 发表于 2026-3-4 06:47:55
|
查看: 262|
回复: 0
发表于 2026-3-4 06:47:55
|
查看: 262|
回复: 0
